
Plasma arc welding (PAW) is very similar to gas tungsten arc welding (GTAW). If you look at the schematic shown in Figure 1 you can see that the arc in PAW is created between a non-consumable tungsten electrode and is constricted by passing through an orifice. This provides a more columnar arc with a higher energy density when compared to GTAW. Two benefits of PAW are that the electrode is recessed in the tip and protected from easy contamination and it is less sensitive to standoff distance. These properties are desirable when automating the process.
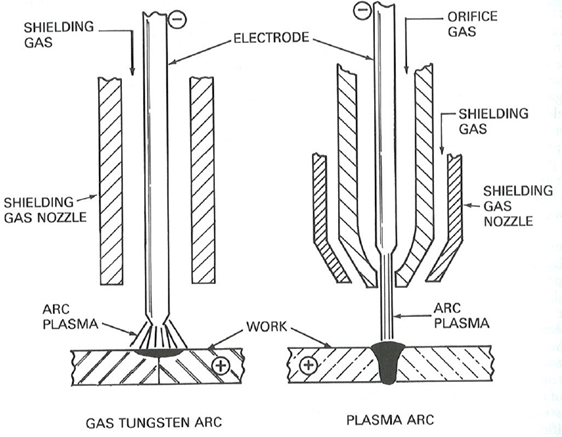
Figure 1.
Because PAW produces a high quality weld deposit without spatter and minimal porosity, it is a desirable process for cladding. Cladding material can be introduced to the weld pool in powder or wire form. EWI’s PAW system that uses powder feed is shown in Figure 2. On this system the powder is fed through the torch and introduced at a focal point beyond the tip where the weld pool will be. Using powder is an advantage when using materials that are expensive or difficult to get in wire form or when performing precision build-ups. When adding wire on other systems, it can be introduced to the weld pool “cold” or “hot”. Hot-wire feed is when the wire is preheated prior to being introduced to the weld pool versus no heating for cold-wire.

Figure 2.
One of the key characteristics of cladding with PAW is the ability to independently control the wire feed and arc energy, thus allowing dilution to be controlled. Dilution of 5% to 20% can typically be achieved. This process is also stable at low current which allows it to be used for precise build-ups. Deposition rates when using this process can range from as low as 1-lb/hr with powder up to 60-lbs/hr with hot-wire. A couple of examples made using PAW with powder feed are shown in Figure 3.
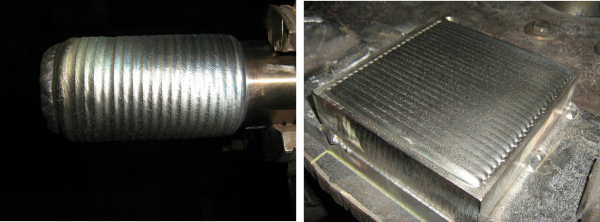
Figure 3.
For information related to cladding with PAW, feel free to contact Randy Dull at [email protected].
For information on another high productivity cladding process see Marc Purslow’s blog on Strip-Cladding.