
At the forefront of research and development in Friction Stir Welding is the successful joining of high melting temperature materials such as steel. Recent studies have report significant costs savings when using FSW to join thicker section steel. While FSW typically travels slower than traditional arc welding processes, it is capable of joining thicker sections in a single pass. This one pass capability can translate into significant cost savings when constructing large steel structures such as oil and gas pipelines, off shore platforms, or heavy machinery.

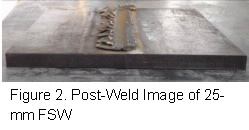
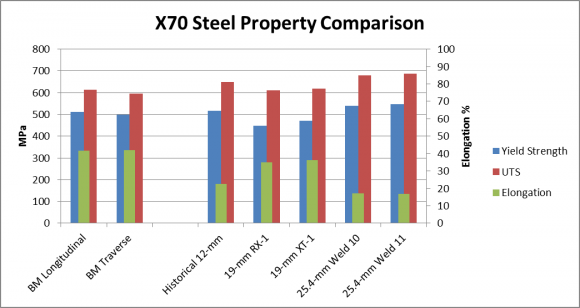
Until now, the thickest weld made by FSW reported in open literature has been 19-mm thick. Using advanced tungsten based materials, EWI conducted a series of feasibility trials to push the depths of FSW to 25-mm thick in a single pass. A series of development welds were made on 25-mm thick steel plate with a yield strength of 70-ksi. A fully consolidated weld joint was finally achieved using welding parameters of 135 RPM and 1.75-IPM (Figure 1). Most notably, the post-weld distortion was immeasurable (Figure 2) and the cross-weld mechanical properties at 25-mm thick were comparable to those tested at thinner sections (Figure 3).
A more detailed summary of the work EWI has been conducting to push the limits of FSW technology in steel will be presented at ISOPE 2013 in Anchorage, Alaska on July 2nd 2013.