

Additive manufacturing (AM) continues to grow in popularity as manufacturing firms develop better understanding of how to extract value from the expensive process. Designers and engineers continue to add complexity into components to tip the cost/value balance in favor of AM, as well as to gain additional benefits from light weighting, reduced assembly efforts, better performance, etc. The increased complexity of these components, along with some AM process peculiarities such as large columnar grains in metals are starting to have a significant impact on the ability to sufficiently inspect parts and qualify them with confidence.
Qualification of AM has become an important topic in recent years. America Makes and other government funding sources have recently announced project calls to address gaps in AM qualification from both the equipment and the component perspectives. As ASTM, SAE, AWS and other organizations develop qualification procedures which identify key process variables or essential element requirements for re-qualification, machine tool builders continue to add equipment and process features which are not yet considered in these standards. Beyond that, today’s qualification efforts establish individual component performance verification but there are no inherited qualification properties, nor are any qualification properties passed to other components.
The process/structure/properties relationships are often talked about in materials and engineering circles at conferences. The qualification process implicitly links the process and properties and, in many ways, skips the structure portion of these relationships. Many studies have shown the anisotropic nature of many AM materials, and some have even shown differences in properties at the feature level (i.e., thin wall vs. thick wall, tall vs. short, etc.). Many of these differences can be attributed to non-uniform and non-consistent thermal histories.
Thermal histories are largely ignored in AM today. In welding, the concepts of interpass or interlayer temperature limits are used to address thermal regimes in the process which provide acceptable microstructures. AM’s use of these limits are primarily seen only in the directed energy deposition (DED) processes, and only sparsely observed. In laser powder bed fusion (L-PBF), equipment operators may go to extreme lengths to overcome machine tool builder limits by incorporating ‘ghost’ parts or apply a minimum recoating time as a way to make thermal histories more consistent.
Recently, EWI began to study the influence of interpass temperatures on defect density in Electron Beam DED (EB-DED) Ti-6Al-4V. Defects were intentionally seeded in test blocks by use of quality scenarios such as having the wire out of position or artificially adjusting beam power in short intervals. These quality scenarios were repeated in three different production relevant thermal scenarios to determine if interpass temperature influences defect likelihood.
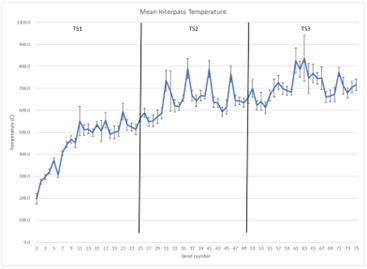
of interest in the test block
Indeed, interpass temperature has an impact on defect likelihood. At lower interpass temperatures, the weld bead is closer to freezing temperature, so there is less time for defects to resolve and at the highest interpass temperature the decreased viscosity and surface tension allow turbulent melt pools to introduce more defects. The middle interpass temperatures showed the fewest defects.
We’re also developing tools to predict defect likelihood given process signals in EB-DED. Interpass temperature, superheat in the weld pool, weld pool size and shape, and thermal history are all being used in conjunction with machine process logs to create a probability map.
Want to learn more? Contact [email protected].