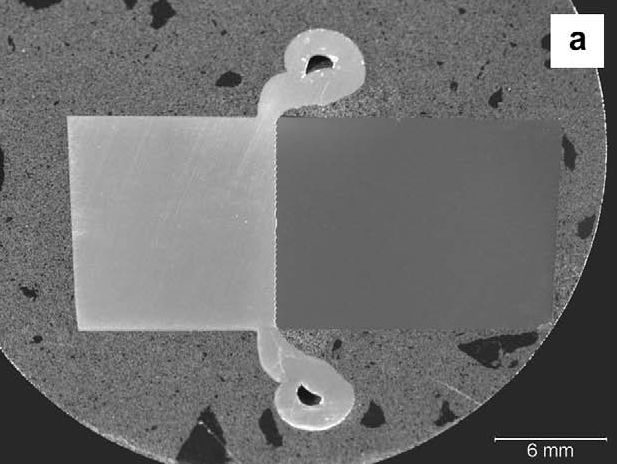
A review of the literature on welding aluminum alloys to steels suggests that resultant performance is heavily influenced by the formation of intermetallic phases. Joining of aluminum to steel can result in a number of these intermetallic phases, including FeAl, Fe3Al, and Fe2Al5. Previous observations have suggested that these phases form along the bond line of welds through interdiffusion. As these intermetallic phases grow, their inherent low ductility compromises the integrity of the joint. Historical work going back 20 years, confirmed by more recent studies at EWI, has suggested that when friction welding 6XXX alloys to steels, heating times in excess of 200-ms can result in extensive intermetallic formation. Alternately, shorter (than 200-ms) cycle times appear to minimize that intermetallic formation. EWI has recently conducted a study examining the kinetics of intermetallic formation in inertia friction welds. In this program, welds were made at an intermediate burn-time and sectioned to assess the morphology of the resulting intermetallics. The macro-section of the weld under consideration is shown in Figure 1, and the associated temperature profile is shown in Figure 2.
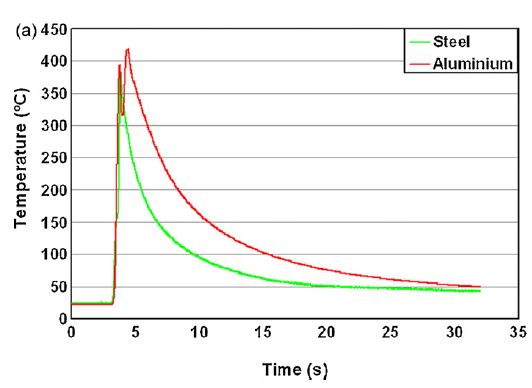
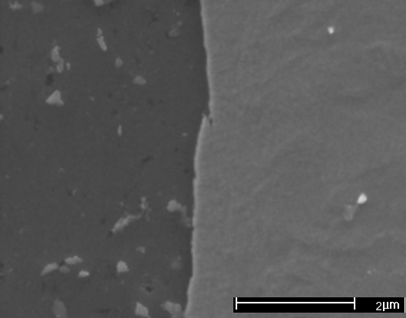
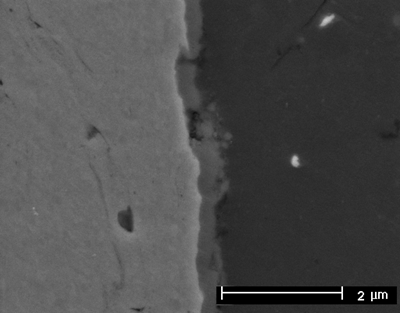
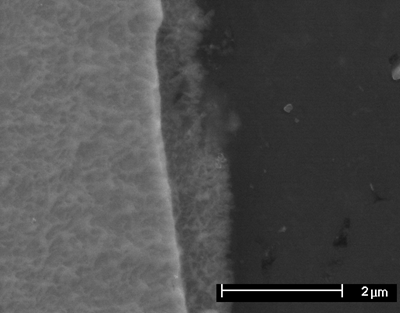
The weld shows an effective heating time on the order of 700-ms, significantly longer the 200-ms times reported for intermetallic free joint formation. Several locations along the bond line were then examined using scanning electron microscopy. The analysis was done in backscatter mode to reveal changes between the relative phases between the aluminum and steel sides of the joint. Backscatter images typically show lighter for heavier elements, and darker for the lighter ones. Clearly, intermediate phases appear in gray tones reflecting the composition of the particular intermetallic formed. Examples Taken at three locations are shown in Figures 3 – 5. The micrograph of Figure 3 shows a clean interface, indicating no intermetallic. Alternately, Figure 4 shows an area of apparent moderate intermetallic formation, while Figure 5 demonstrates a thicker intermediate layer. Also of interest, areas that form intermetallics (Figures 4 and 5) show relatively uniform thicknesses of the intermediate phase, extending a length along the bondline. In short, at these intermediate heating times, intermetallics can be characterized as coarsely intermittent, and of nominal uniform thickness over an extended area when they do form. These results relate to the nature of nucleation and growth for the intermetallic itself. It appears that intermetallic formation is a discontinuous process, but that growth is rapid once that nucleation occurs. For areas lacking an intermetallic between the aluminum and steel, nucleation has simply not had sufficient incubation energy to occur. In areas where this nucleation has occurred, it appears that growth is largely down the bond line rather into the bulk materials themselves.