
Vehicle electrification systems are comprised of batteries, cables, inverters, motors, and other high-power electrical devices. Electric systems depend on the reliable interconnection of these components. Requirements go beyond joint strength; joints must be vibration resistant and have low electrical resistance, high current carrying capacity, and high thermal conductivity.
EWI has worked on interconnects for different levels of vehicle electrification – from hybrid electric to fully electric, stop/start – and has even worked with lead and other types of starter batteries. What many of these applications have in common is the need to join highly electrically-conductive metals, such as copper and aluminum.
Some applications, like copper-to-copper, have several options for joining processes. While the joining method is often selected after the assembly is designed, designing- for weldability is important. This can help reduce process development costs later in the design verification cycle. In addition to ultrasonic metal welding and laser welding, other processes such as resistance brazing or resistance projection welding can be used effectively.
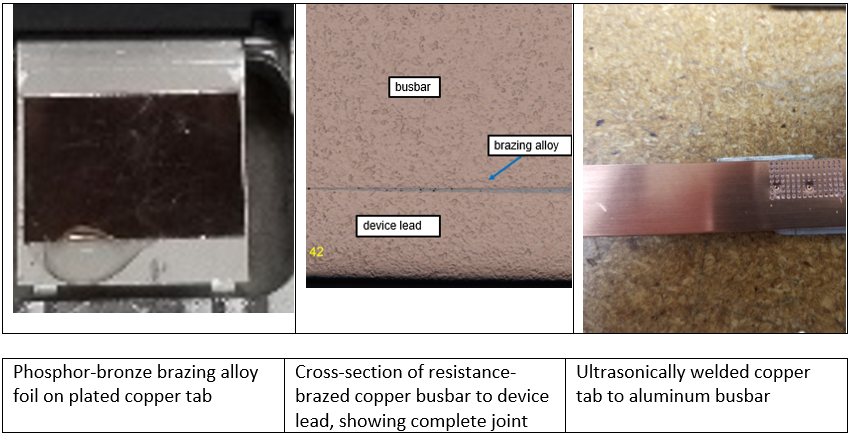
Recently, EWI developed a resistance brazing process to meet the high-current interconnection requirement. Resistance brazing was chosen as the assembly design was already frozen, so making design changes to enable other joining processes was not possible. Having a large-area joint to conduct very high currents (>600 amps) without raising the temperature within the assembly was also considered critical. A self-fluxing brazing alloy, a simple, reliable filler metal for resistance brazing in many applications, was selected. In this process, tens of thousands of amps are imposed on each joint for a few hundred milliseconds, but the overall heating of the assembly is minimal. Additionally, the process is ESD (electrostatic discharge) safe, provided the resistance welder used for brazing is properly earth grounded.
For another application, a copper busbar had to be joined to a laminated aluminum “strap” with built-in flexures. These aluminum straps, manufactured either by diffusion welding or ultrasonic additive manufacturing, were comprised of many layers of aluminum foil that were consolidated into a solid bar at selected locations for rigidity while retaining flexibility in other areas. Neither brazing nor laser welding were options for this material combination, so EWI developed an ultrasonic metal welding process with custom tooling to ensure proper ultrasonic energy transfer to both materials. Just as that solution was developed, that application was re-designed as a three-layer stack, which only required minimal modification for ultrasonic metal welding.
Development of interconnection methods for electric vehicle applications requires an understanding of the materials involved, metal platings, joint design considerations, and joint performance requirements. EWI’s experience with these issues and expertise in all joining processes for these applications can be a valuable resource as you design your product and develop you joining processes.
For more information on joining of cells, tabs, and busbars, please contact [email protected].