Refractory metals such as Ta, Nb, Mo, and W possess excellent corrosion resistance in many environments. They offer significant strength at high temperatures. While these elements are often alloyed with other non-refractory metals, their high-temperature strength and corrosion resistance are usually degraded by alloying. Though these metals are quite expensive, aggressive environments frequently require their properties in pure metal form. Refractory metals are also characterized by low thermal expansion coefficients, which can present a significant challenge when joining them to other metals or alloys.
EWI recently executed a project which involved brazing Ta to a ferritic stainless steel (SS) for a chemical processing application. The assembly was part of a hot acid handling system. The Ta was required for its resistance to corrosion by hot acids. The corrosion resistance of refractory metals such as Ta is the result of their extremely stable oxides. For a braze filler metal to wet the surface of a refractory metal such as Ta, this oxide must be removed either chemically with a flux or reducing environment, or mechanically.
EWI’s efforts to braze the Ta and SS components together included selection of a suitable brazing filler metal for the application, choosing an appropriate environment and process for brazing, and development of the proper thermal cycle to reliably join the two materials. Testing to ensure hermeticity was an important part of this work.
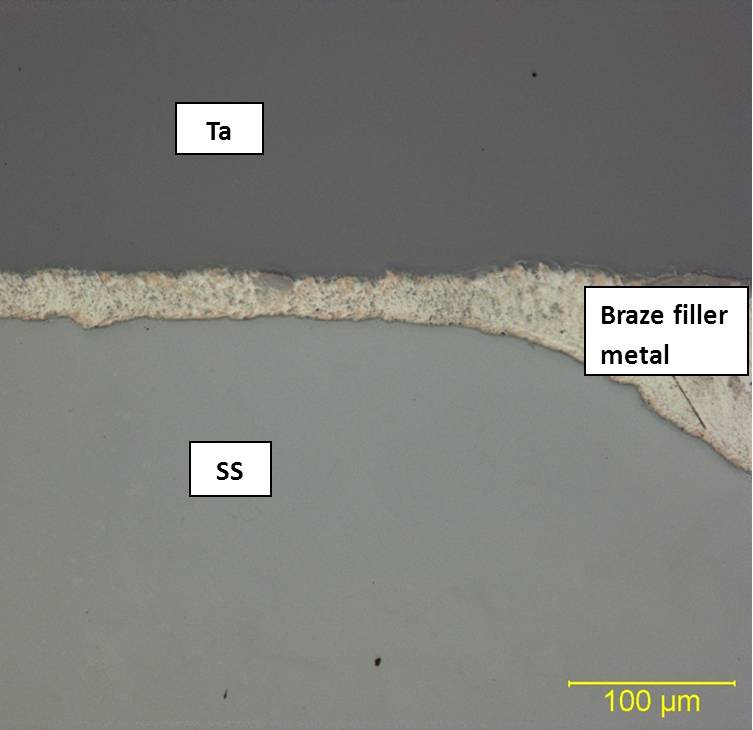
The stable oxide necessitates use of a reducing atmosphere if flux is not to be used. In this work all brazing was done under high vacuum conditions (P<10-4 torr). Because the end user performed significant amounts of vacuum furnace brazing using BNi-2 braze filler metal, this was a desirable approach for this assembly as well. Initial wettability tests on flat Ta coupons indicated that this alloy would work well on Ta; low contact angles were obtained and good alloy spreading occurred on coupons which had been grit-blasted with Nicroblast® grit, a proprietary grit-blasting medium from Wall-Colmonoy Corp. Brazing in an actual joint between Ta and SS was necessary to ensure the suitability of BNi-2 brazing filler metal. It was found that the BNi-2 braze filler metal consistently wet the SS member preferentially over the Ta member. The difference in thermal expansion coefficients between ferritic SS (~ 13 x10-6/°C) and Ta (7 x10-6/°C) can create significant stress at the interface between these materials, during cooldown from the brazing temperature. This stress can lead to cracking such as that shown in Figure 1.

After consideration of other braze filler metals, an active braze alloy was proposed. Active braze alloys contain an element, typically Ti or Zr, which forms a more stable oxide than the substrate’s oxide. This enables the active braze filler metal to then wet out on the substrate as its surface oxide is reduced. Although a nickel-based active braze filler metal was considered, it was desirable to lower the brazing temperature in an effort to address the observed thermal strain-induced cracking. Several silver-based alloys were proposed for evaluation. Active alloys based on the silver-copper eutectic are widely available and suitable for the application environment (temperature and atmosphere/chemical environment) of the Ta/SS assembly. Braze filler metal formulations based on BAg-8 (72%Ag-28%Cu) with Ti added either as Ti metal (alloyed) or as TiH2 were applied to assemblies which were then brazed at approximately 850°C. Excellent bonds without cracking were obtained with both alloys, as shown in Figure 2. The joints demonstrated leak-tightness to at least 1×10-9 cc-atm/sec helium.