
An area where EWI is expanding its knowledge is in characterizing and cataloging mechanical properties of additively manufactured metals (metals AM). The work described here was performed to obtain baseline mechanical property data for Ti 6-4 ELI weld metal buildups that were produced using hot-wire gas tungsten arc welding (GTAW-HW).
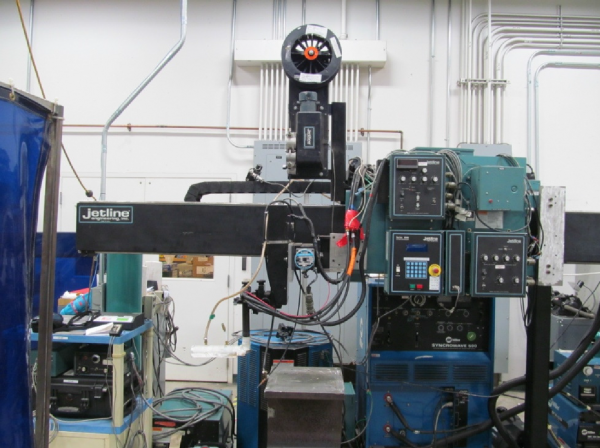
The equipment used to weld the buildup was a conventional GTAW-HW system. This work was not performed in a chamber, it was performed in open air with a trail shield added to the torch. The torch and trail shield gases used were both Argon.
The buildup deposited was 1.25″x7.0″x2.5″ high. The parameters used to produce the buildup were 340-amps with 260-inch/min wire feed speed. The wire used was 0.045″ diameter Ti6-4 ELI (Grade 23) wire. The buildup and the test sample locations are shown below.


The macro showed that there were no incomplete fusion or porosity type discontinuities in the sample deposit.

Two tensile samples were tested from both the horizontal and vertical build direction. The test results were:
- horizontal UTS – 137 and 133.4 ksi (125 ksi minimum required)
- horizontal Yield strength – 124.5 and 116.1 ksi (115 ksi minimum required)
- vertical UTS – 136.3 and 134.6 ksi
- vertical Yield strength – 119.2 and 117.4 ksi
A chemical analysis was performed to determine if the sample could meet the following ELI requirements:
- H – less than 0.0125%
- N – less than 0.0301%
- O – less than 0.13%
The sample easily met the ELI requirements with 0.0013%-H, 0.0078%-N, and 0.077%-O. (as measured using the LECO Furnace method)
Further work is required to evaluate this material in the stress relieved and beta annealed conditions.
If you are interested in learning more about additive manufacturing or the properties of materials being used in your additively manufactured parts, please contact EWI at [email protected] or click here.