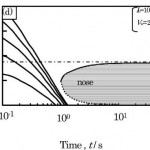
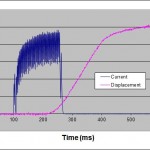
Metallic glasses offer a unique combination of properties, including high tensile strengths (2000 – 4000 MPa) and elongations to yield (~2%). Bulk metallic glasses are those that can be cast into section thicknesses of up to several millimeters. These products have only been experimentally demonstrated over the last 15 years or so. Such bulk metallic glasses have been demonstrated for systems based on Pd, Cu, Zr, Ti, Al, Fe. Primary applications are based on the high tensile strengths and elastic elongations. In addition, the low glass transition temperatures of these materials allow for close tolerance superplastic forming. Recently, EWI conducted a program providing some feasibility investigations of welding Zr based bulk metallic glasses. These glasses are currently being produced in a laboratory setting in the Department of Materials Science and Engineering at the Ohio State University. The materials produced are all variations of Vitreloy, originally developed at California Institute of Technology. The material is predominantly Zr (~60%) with additions of nickel and copper as melting point suppressants. In addition, a refractory metal has been added to retard crystallization kinetics. This material has a relatively slow critical cooling rate for glass formation (<10°C/sec) and a glass transition temperature (Tg) on the order of 390°C. Further, the slow crystallization kinetics and wide viscous region (Tm – Tg) would suggest that a wide range of joining processes may be applicable to these materials. In this work, two candidate technologies were evaluated in a preliminary way. These included laser and upset butt welding. Laser welding was done on both fiber and disk type systems. The two systems used a spot sizes of 333-μm (fiber) and 100-μm (disk). Travel speeds ranged from 2 – 4-m/min. Upset butt welding was done on a 4-ton maximum force system coupled with an MFDC power supply. Cross sections from some resulting laser welds are shown in Figures 1 – 3. These figures demonstrate the effects of increasing heat input from the process. Laser welding generally resulted in melting and resolidification with sufficient cooling rates to allow re-glassification of the fusion zone itself. However, the progressively higher heat inputs resulted in increasing scales of reaction (recrystallization zones) within the heat affected zones. Microstructures of upset butt welds are shown in Figures 4 and 5. The former (Figure 4) shows a macrograph of the resulting weld, and the latter, shows details of the bond line microstructure. A corresponding process waveform is also provided in Figure 6. Welds show excellent forging, with extrusion of de-vitrified metal along the bond line. In addition, no evidence is observed of any crystallization anywhere in the joint. The provided process waveform shows both the current trace and movement of the platen. This data shows a heating time on the order of 180-ms, and an upset distance of about 5-mm. Understanding the decomposition modes during welding of bulk metallic glasses can be taken from electron welding work done by Yokoyame, Abe, Fukaura, Shinohara, and Inoue (Mat Sci. and Eng. A, 2004, V375-377, pp:422-426). The results show a typical time-temperature curve for decomposition of Zr-based metallic glass. This curve is reproduced in Figure 7. For the laser welds, it appears that the heat affected zone experience slower cooling rates and are more susceptible to this decomposition. The upset welds, however, show higher implied cooling rates and appear less sensitive to this decomposition. Calculations of cooling rates in these welds will be addressed in a later blog post.

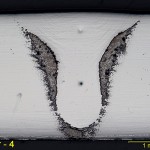


- Details of the Bond Line in an Upset Weld Made on Zr-Based Bulk Metallic Glass