Modern resistance spot welding guns typically incorporate either pneumatic or electro-mechanical force activated forcing systems and medium-frequency power for operation. The mechanical systems are used to apply force to the electrodes and workpieces, and the power supply provides the necessary electrical energy for resistance heating and subsequent joining. Servo-guns are designed to provide the maximum utility for an automotive assembly weight with the minimum weight. Reduced weight of the welding guns implies reductions in the scale of the automation required, and can lead to substantial reduced purchase and operating costs of an automotive assembly line. The development of medium-frequency-based power for welding in the 1980s was a major contributor to reducing gun weights. Using this technology, a typical gun for welding thin gauge steels (20-kA capacity) could be lightweighted by as much as 50 kg. In a current gun design, the transformer still makes up roughly 50% of the gun weight. Alternative power supplies that can reduce the scale of or eliminate welding transformers can be advantageous for next generation resistance spot welding systems.
One opportunity for such next generation gun designs is the use of capacitive discharge-based power supplies. Capacitor discharge resistance spot welding is not a new technology, and in fact has been in production for nearly 70 years. New generations of so-called supercapacitors offer potential for using this technology in an extremely small package. Super-capacitor technology offers potential for high levels of energy storage (kilojoule levels) at low voltages (single volt levels). There is interest in these devices for applications including automotive surge power, power stabilization, braking, etc. Commercial suppliers of such units now supply systems with capacitances up to levels of 5000-Farad. Supercapacitors are characterized by rapid charge and discharge cycles, as well as high secondary current delivery. Further, supercapacitor-based systems have proven to be tolerant to large numbers of charge/discharge cycles without degradation. This makes supercapacitors ideal for those energy management applications where charging and discharging is a priority. Supercapacitors also tend to operate at relatively low

voltages. Most systems on the market today function at less than 10 V for a single unit. These numbers suggest that supercapacitors can be used for energy storage up to 10s of kilojoules in package sizes on the order of a kilogram.
It is of particular interest that supercapacitor energy-carrying capacity and voltage requirements match very closely with those required for resistance spot welding. Previous work has shown that energies consumed to form a single resistance spot weld in thin gauge (0.8-mm) are on the order of 5000 J. Further, that energy is delivered with a tip to tip voltage of roughly 1 V, and a transformer output voltage on the order of 4 to 6 V. This data suggests the potential for integrating supercapacitors into resistance spot welding guns. It may be possible that the use of super-capacitors could actually replace integral transformers on current robotic systems, reducing the weight of the overall welding package. This weight reduction (on the order of 30-50% of the package) would reduce the load-bearing requirements of the supporting automation, potentially yielding in substantial savings in robotic costs. For example, reducing from a heavy-duty robot to a medium robot could save as much as $100K/unit.
While application of supercapactiors for resistance spot welding guns appears to offer both technical and economic advantages, a number of questions remain. These questions include the design of the charging circuits, secondary current delivery systems, cooling systems, etc. Many of these issues must be addressed in a preliminary way before even considering utilization of such technology.
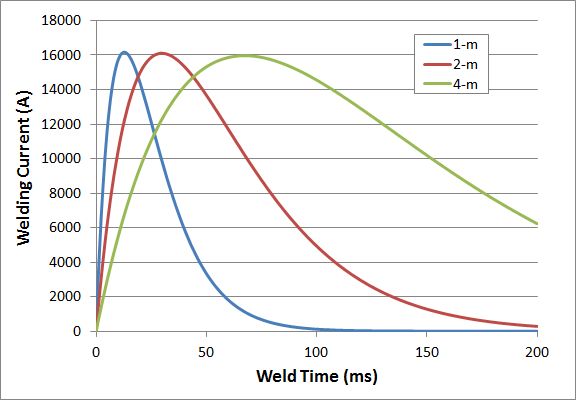
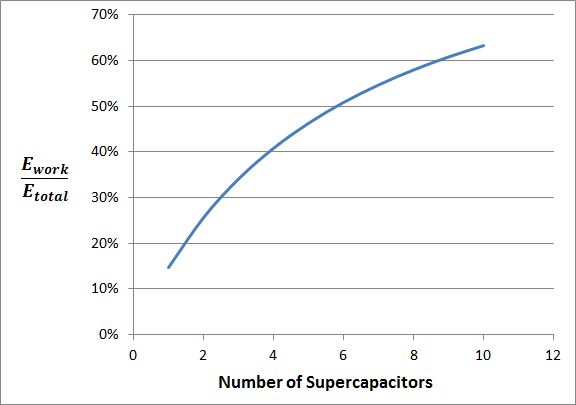
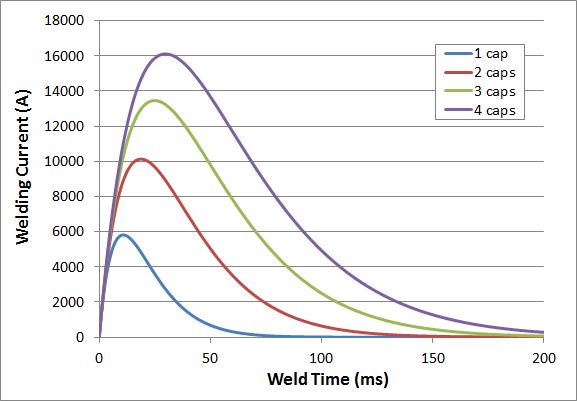
To that end theoretical framework has been developed for adapting supercapacitor technology to resistance spot welding guns. This analysis was conducted in two steps. This included first providing estimates of secondary inductances from welding gun systems, then using that data (along with data supplied for representative supercapacitors) to conduct a current response analysis. These analyses were used to compare both capability of supercapacitors for this class of applications, and to understand influences of system design variations. The analysis showed that sufficient currents and pulse widths could be obtained for a representative throat periphery and set of supercapacitors. It was also seen that differing characteristics of supercapacitors (most notably internal resistances) strongly affected suitability for the application. The design of the gun secondary also strongly affected the developed current profile, typically extending pulse widths as the throat area increased. Finally it was seen that paralleling supercapacitors offered numerous advantages for resistance welding gun applications. These included both increasing the deliverable energy at a matched voltage level, and lowering supercapacitor based impedances. This latter is particularly important both to achieve deliverable currents and to provide proper energy transfer between the supercapacitors and the workpiece. The benefits of using supercapacitors as welding power supplies are clear. These include reducing gun weights (by as much as half) and reducing infrastructure requirements to the welding system. While this analysis provides a first indication of the potential for supercapacitors for this application, significant challenges remain. Most notable of these is control capability, addressing the need to provide electrical switching at high currents and low voltages. In addition, design guidelines are required matching specific secondary designs with capabilities offered by supercapacitors.

- Influence of Increasing Secondary Loop Size on the Current Response of a Candidate Supercapacitor Welding Gun