
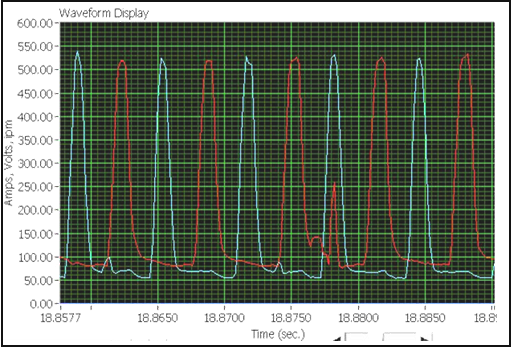
In the last 6 years, Brad Nagy, Steve Massey, and I have conducted a significant amount of research on tandem gas metal arc welding (T-GMAW) and have been consistently impressed by the versatility of the process. Tandem GMAW combines two independently-controlled GMAW torches into a single welding torch with a common gas-shielding nozzle. The two electrodes are in close proximity to each other, operate in the same weld puddle, and are independently controlled using separate welding power sources and a synchronized control system. It is common to weld with both electrodes in pulse mode with the pulse synchronization set to maintain a 180 degree phase shift between the two power supplies (Figure 1). By allowing only one electrode to be in the “peak” portion of the pulse waveform at any given time, the arc interaction is minimized. This technique is the key to making T-GMAW a stable process.
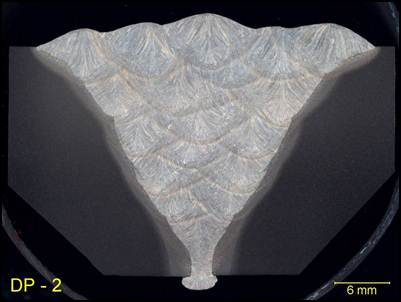
The primary benefits of T-GMAW are increased deposition rates and travel speeds compared to single-wire GMAW. Both of these can typically be increased by a factor of 2. When comparing the process to submerged arc welding (SAW), T-GMAW also provides a significant reduction in heat input at the same deposition rate. The range of applications in which T-GMAW excels is impressive, spanning high-speed welds on thin sheet to high-deposition rate welding of thick sections. Figure 2 below shows a cross section of a high-speed weld joining 0.060 and 0.040-inch thick steel sheets made at 175 ipm. Figuire 3 shows a cross section of a T-GMA braze weld made at 175 ipm on 0.030-inch thick galvanealed sheet. The same equipment was used to weld the V-groove pictured in Figure 4 at a deposition rate of 38 lbs/hr.
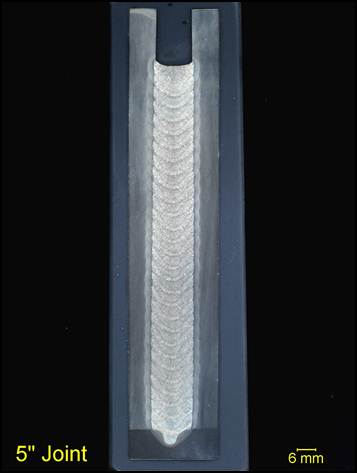
In addition to extensive research with commercially-available T-GMAW torches, EWI has designed, built, and tested a specialized tandem torch capable of welding sections up to 6 inches thick, as pictired in Figure 5. The joint was welded at a deposition rate of 20 lbs/hr.
For more information about how you can benefit from EWI’s extensive T-GMAW expertise contact Marc Purslow ([email protected] or 614.484.7600) or Steve Massey ([email protected] or 614.484.7600).