
Over 17 years ago while working at John Deere, I got my first exposure to narrow groove welding. A Japanese company was actually achieving sidewall penetration with a GMAW process using a mechanically “kinked-wire” method. As you may know, a GMAW process relies on the heat of the arc to fuse metal. Deep in a groove, with an arc welding process there needs to be a way to direct the heat towards the sidewall.
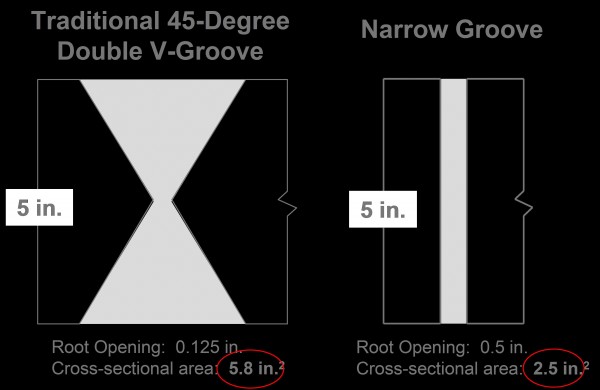
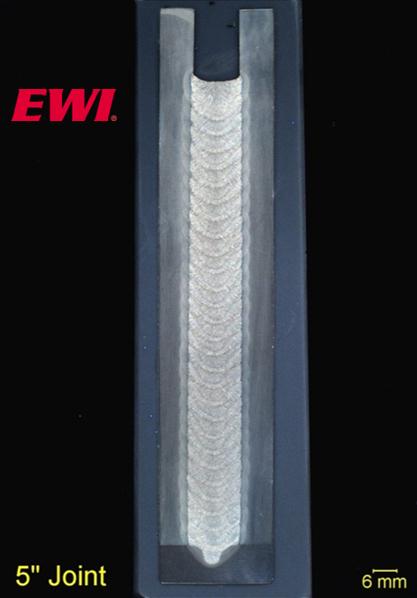
Although, the “kinked-wire” method was slick, here at EWI – we opted for a different approach. We are actually rotating the lead wire in a tandem set-up and achieving some amazing results. Currently, our development torch is set-up to handle 5 inch thick joints. If you are not familiar with narrow groove welding, imagine the productivity improvements that can be achieved with these joint reductions.
Here is a sample of one of our welds. Imagine the distortion reduction compared to a single or double v-groove weld. If you are making these kinds of welds today, we would love to talk to you about your application.
For more information on this topic please contact John Coffey ([email protected], 614.484.7600) or Marc Purslow ([email protected], 614.484.7600).