
One of the great things about being an engineer at EWI is having the opportunity to touch so many different technologies and applications. The first application I have had the opportunity to learn about is pipeline construction from our experienced team. When oil and gas pipelines are constructed, a major concern is the quality of the weld being made to connect two pieces of pipe together. The cost of a bad weld can be substantial, both monetarily and environmentally. This has been in the national news recently regarding the Keystone Pipeline and the potential environmental impact if the pipeline were to leak. This proposed pipeline is under much scrutiny by environmental groups because of the potential devastation it could cause on the environment.
Nondestructive evaluation (NDE) techniques are currently used to scan pipe welds to make sure there are no flaws. One such NDE technique is ultrasonic inspection. Ultrasonic inspection can be used on either the outside or inside of the pipe, and can give results quickly. The technique is somewhat sensitive to operator interpretation, and there can be a high false-positive rate which can cause issues. Each false positive can be costly and take up valuable time. EWI has worked with companies in the oil and gas industry to come up with supplementary methods of testing pipelines.
One method is using laser topography to scan the internal weld of the pipe using a pigging system. A pigging system involves inserting a small tubular device called a “pig” which carries the electrical system used to inspect the weld. Over the past 15 years, EWI has developed and modified many laser inspection pigs for use in pipelines, both onshore and offshore. For offshore applications, EWI has partnered with a member company that specializes in pipelines to work in conjunction with their Internal Lineup Clamp (ILUC)such that the inspection occurs immediately after welding without having to insert a separate piece of inspection equipment. After a piece of pipe is welded together, EWI’s system lines up over the weld to perform an internal circumference inspection.
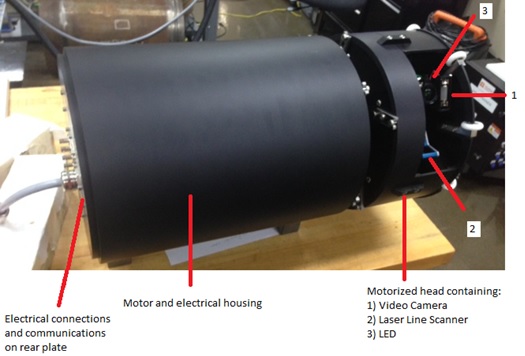
The current prototype uses a laser scanner, three motorized axes, and a video camera. The laser scanner is used to read the topography of the weld to identify features such as alignment mismatch, bead height and several other surface features. The three-axis system allows the operator to manipulate the video camera and laser to a specific point in the pipe. It also allows the operator to rotate the video camera freely to review a certain part of the weld if necessary. During inspection, the operator can view live video of the weld as it rotates.
The software program allows the operator to view any imperfections and add comments. Once finished, the weld data and video can be cataloged and saved for future reference. The entire process of lining up the pig, scanning, and analyzing the results can be completed in a few minutes.
This inspection system is a great example of how the different technology groups at EWI work together. EWI’s welding experts, NDE experts, design experts, and controls experts all collaborated on this technology to make it a success.
If you would like more information about laser-based weld inspection, please contact [email protected].