
Components made from titanium are candidates for additive manufacturing due to both the high material cost and the long lead times on material purchases. Electron Beam Freeform Fabrication (EBFFF) is the most widely used method for additive manufacturing of large scale titanium parts. This process is well established but is expensive and requires the parts to be made in a vacuum chamber. EWI is investigating gas tungsten arc welding with resistively heated wire (GTAW-HW) as an alternative to EBFFF for Ti 6-4 components. The work discussed here has been done to obtain baseline property data for a Ti 6-4 weld deposit made with the GTAW-HW process. A blog was previously posted about some of this work. In this post additional data is presented including the tensile test results of specimens subjected to different post-weld heat treatments.
A 7-in long x 1 1/4-in wide x 2 1/2-in tall weld deposit was produced on Ti 6-4 ELI plate using the GTAW-HW process and Ti 6-4 ELI wire. The weld deposit was made out-of-chamber using argon for both the torch gas and the trail shield gas. A heat input 20-KJ/in was used for the GTAW torch and the deposition rate was around 4-lbs/hr.

After the weld deposit was produced the base plate was removed. A small section was removed and tested to determine the interstitial contents of hydrogen, nitrogen, and oxygen using the Leco Furnace Method. The results were compared to the maximum permissible compositions for Ti 6-4 ELI forgings because there is no ASTM specification for Ti 6-4 ELI castings. The maximum permissible levels for Ti 6-4 ELI forgings are:
- Hydrogen – less than 0.0125 wt%,
- Nitrogen – less than 0.03 wt%,
- Oxygen – less than 0.13 wt%.
The composition of these detrimental interstitial elements in the weld deposit was much less than the requirements for forgings. The weld deposit contained 0.0013 wt% hydrogen, 0.0078 wt% nitrogen, and 0.077 wt% oxygen. These results indicate that other reactive metal alloys could also be additively manufactured out-of-chamber with acceptable impurity levels, provided suitable shielding methods are used.
A transverse section was subjected to metallographic evaluation. This section contained no discontinuities such as incomplete fusion or porosity.

Six sub-sized tensile specimens were taken from both the direction of travel and in the build direction (a total of 12 specimens were prepared and tested). For each orientation, 2 specimens were tested in the as-welded condition, 2 specimens were tested after a solution heat treatment followed by an anneal heat treatment, and 2 specimens were tested after a anneal heat treatment only. The solution heat treatment was done above the beta transus temperature, while the anneal heat treatment was performed between 700°C and 785°C. Typical tensile test values for Ti 6-4 ELI castings are listed below along with the tensile test results.
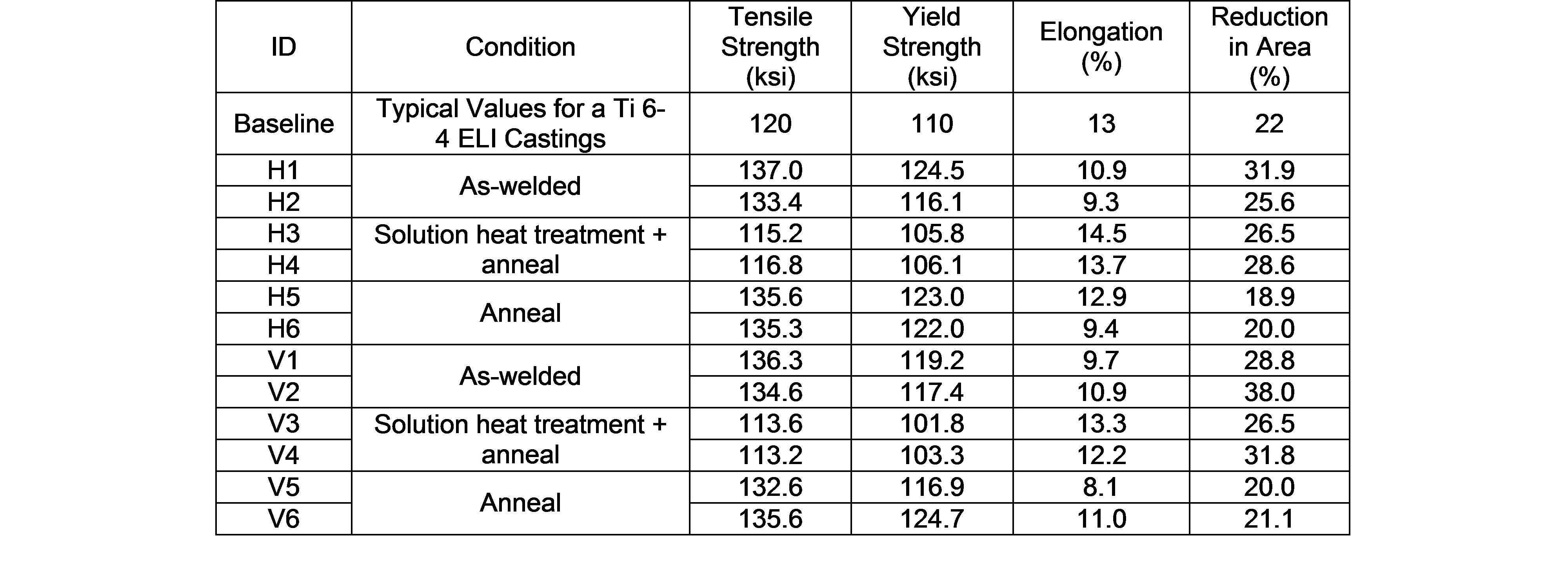
The tensile tests results were not affected by specimen orientation but were affected by the specimen heat treatment condition. The tensile specimens tested in the as-welded condition as well as those tested in the annealed condition had strength that surpassed the typical values for Ti 6-4 ELI castings, but either elongation or reduction in area were less than the typical values for castings. The specimens subjected to the solution heat treatment plus anneal had strength that was less than the typical values for Ti 6-4 ELI castings, but most elongation and reduction in area values were greater than the typical values for castings.
The ASTM F-42 Committee defines additive manufacturing as follows: “Process of joining materials to make objects from 3D model data, usually layer upon layer, as opposed to subtractive manufacturing technologies”. The next step in developing a CAD-to-part additive manufacturing technology is to combine the GTAW-HW process with available path programming software and a suitable positioning system (such as a 6-axis robot).
If you are interested in learning more about additive manufacturing or the properties of materials being used in additive manufactured parts, please contact me at 614.484.7600, or [email protected].