
Narrow-groove (NG) welding is defined, in part, by the American Welding Society (AWS) as “a variation of a multiple-pass welding process with filler metal, using a small root opening and a V-groove with a small groove angle”. This yields a weld with a high ratio of depth to width. Narrow-groove welding techniques are well-established for submerged arc welding (SAW), gas metal arc welding (GMAW) and gas tungsten arc welding (GTAW).
Narrow-groove welding (also known as narrow gap welding) was developed to weld thick sections more economically by using bevels of five degrees or less. This technique significantly reduces the joint volume, increasing the overall joint completion rate. Other advantages associated with the reduction in joint volume are:
- reduced distortion
- reduced weld shrinkage
- reduced labor costs
- reduced welding consumable costs
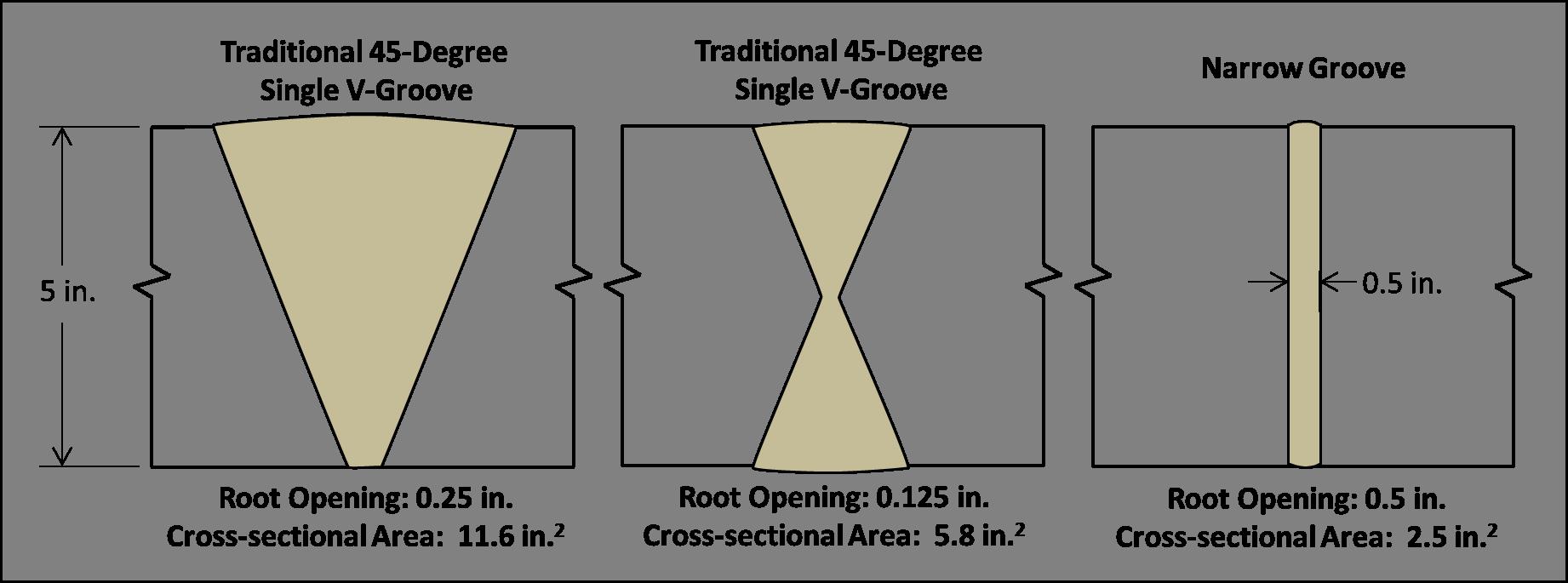
Figure 1 compares typical thick-section weld joint geometries with a parallel sidewall narrow-groove joint geometry. Double V-groove joint configurations can significantly reduce joint volume compared to single V-groove joint configurations, but may pose a significant challenge since welding the second side requires flipping the structure over, welding on the inside of cylindrical parts, or welding the second side in the overhead (4G) position. For large structures, narrow-groove joint geometries may provide a significant advantage because they allow welding to be completed from one side.
Mechanization or automation is required and care should be taken to avoid lack-of-fusion (LOF) with the side walls. Non-destructive examination (NDE) should be iteratively performed throughout welding to be sure that defects are detected before depositing subsequent weld layers. This approach will reduce the amount of machining required to remove defect(s). The frequency of examination may be reduced as the process becomes more robust and the welding operators gain experience. High quality weld vision cameras are advantageous as they allow welding operators to monitor and adjust torch position to ensure a sound weld. Operators are also able to observe issues as they occur and make repairs before depositing additional passes.
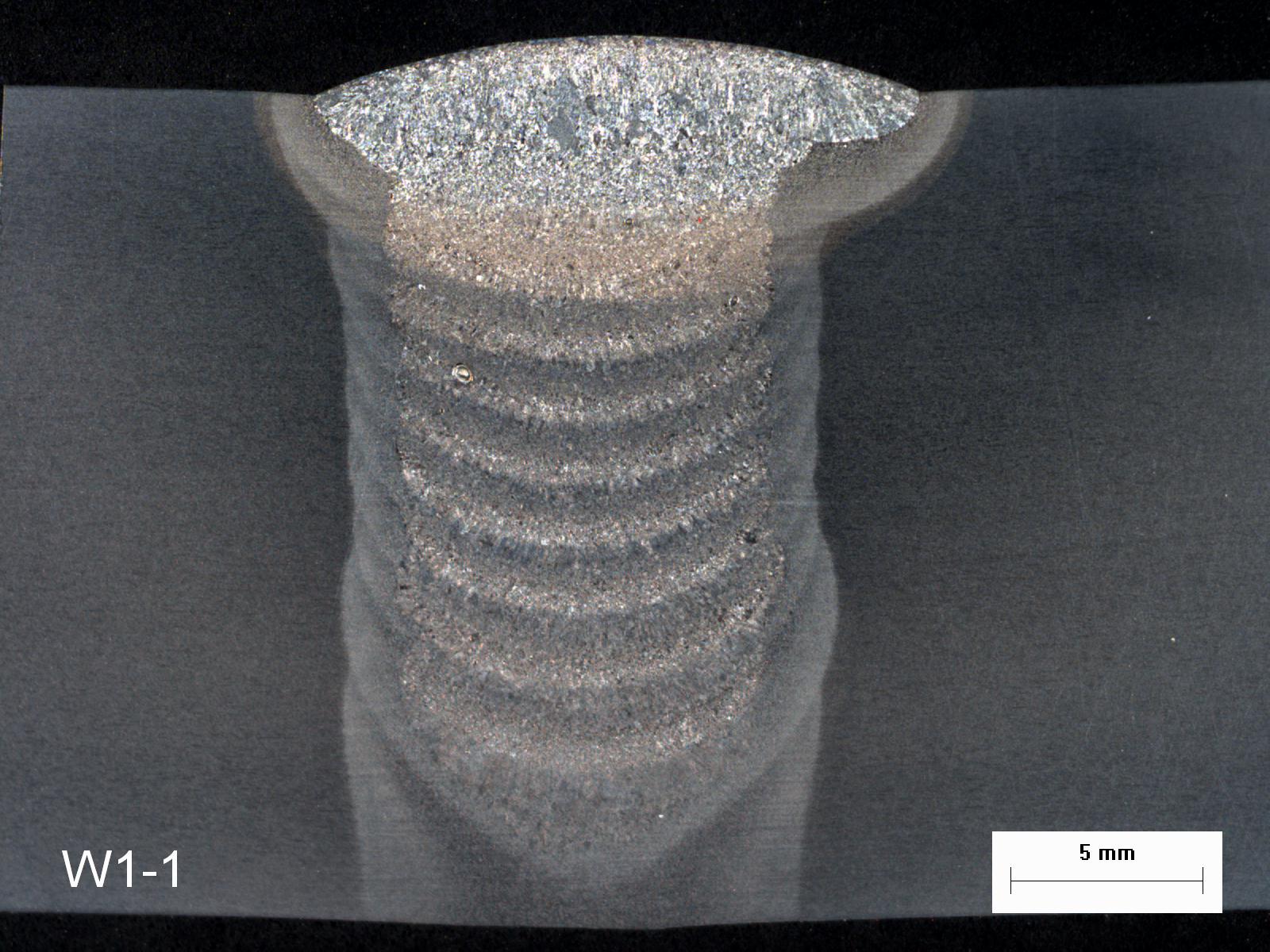
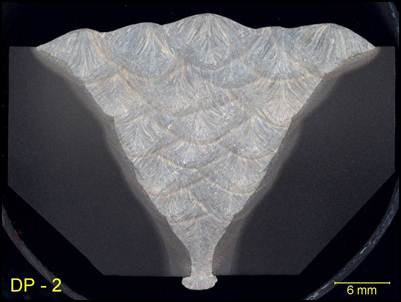
Figure 2 provides an example of a 1-in. thick narrow-groove GTAW weld completed by depositing a single bead per layer. The wide, shallow weld beads have resulted in significant grain refinement. Figure 3 provides an example of a 1-in. thick single-sided V-groove weld.
If you are interested in obtaining more information about narrow-groove welding or have questions regarding its suitability for components you fabricate please feel free to contact [email protected].