
I was setting up a demonstration of high-speed fiber laser welding using a scanner in EWI’s laser lab. I mounted a ScanLab scanner to EWI’s high speed motion system to manipulate and focus the laser beam. The laser used was a 600-watt IPG single mode fiber laser. I programmed the motion system to move the scanner in long straight lines to create long straight welds across a piece of sheet metal. The scanner was then programmed to make four circular welds at several locations. The purpose of the program was to show the work envelope of the motion system.
During this high-speed fiber laser welding, a small plume is created where the focused laser beam melts the surface. However, sometimes this plume varied in intensity as the scanner was moved through the work envelope. There are a few reasons that the plume can quit during a weld. It can happen if the laser stops working or varies its output power. A less intense plume could also be caused by something blocking the beam or debris on mirrors or lenses. A third possibility is shown in the video below. The sheet metal, is not secured well and can distort or move up or down. This will cause the laser beam to be out of focus at that location. When this happens, the focused laser spot size increases in diameter, the power density drops, and the laser beam stops melting the surface.
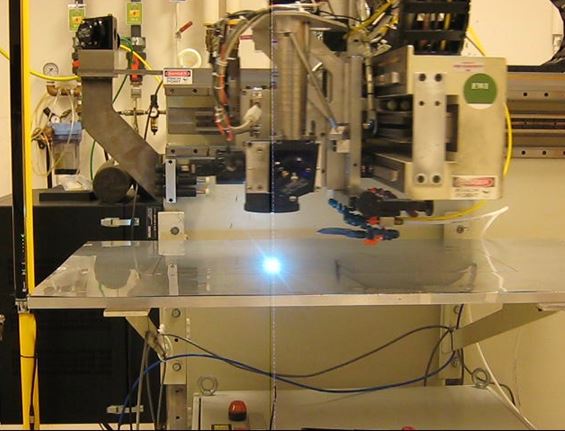
Video: When the Laser Beam goes Out of Focus during a High Speed Fiber Laser Weld
This video demonstrates the importance of maintaining the focus position of the laser beam all across the work envelope. How much the laser beam can be out of focus, its “depth of focus”, should be determined experimentally for different situations. Something else to observe is the distortion of the sheet metal. The laser welds shrink as they cool causing residual stress. This causes the sheet metal to lift-up or otherwise move. Watch the front edge of the sheet lift.
For more information on high-speed fiber laser welding please contact Jay Eastman at [email protected].